隨著激光切割技術的飛速發展,激光切割已經廣泛應用于鈑金加工、汽車制造、工程機械、健身器材等行業。那么如何切出高質量的產品呢,除了激光切割機的質量,工藝的調試也是關鍵因素!接下來我們將以不銹鋼厚板為例,簡單分析一下切割工藝各個要素的設置。
?
切割工藝要素:
01、噴嘴選型
噴嘴的直徑大小決定了進入切口的氣流形狀、氣體擴散面積、氣體流速,從而影響了熔融物去除、切割的穩定情況。進入切口的氣流量大、速度快、工件在氣流中的位置恰當,噴射去除熔融物的能力越強。固定流量下,不同噴嘴尺寸,監控氣壓不銹鋼越厚,噴嘴的選用應越大,比例閥設置越大,增大流量,才能確保壓力,切割出正常斷面效果。
?
02、輔助氣體選擇和氣體純度
不銹鋼激光切割加工中經常會用到各種輔助氣體,例如氧氣、氮氣、空氣等,使用不同的氣體類型,切割斷面的效果不同。氧氣是黑色斷面,空氣為淡黃色,氮氣可保持不銹鋼原色不被氧化。不銹鋼切割以氮氣為首選輔助氣體。
?
建議氧氣和氮氣純度:
【氧氣】優點:切割速度高,能切割厚板料純度建議:≥99.999%
【氮氣】優點:避免切割邊的氧化,工件因此不需再重新加工純度建議:≥99.995%??
?
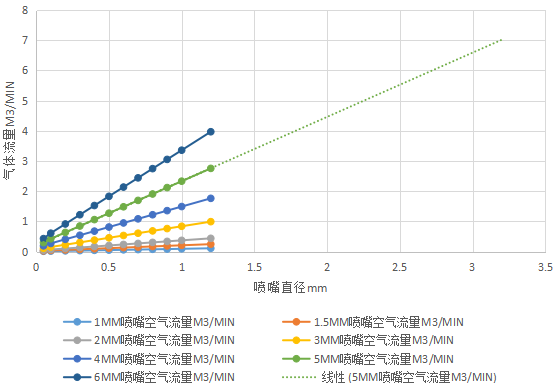

氮氣流量與噴嘴直徑,氣體壓力的測試數據圖表
?
縱坐標為氣體流量測試數值,橫坐標為調整設置不同氣體壓力變化,不同顏色表示的是不同噴嘴直徑的測試條件。從上表圖形可以看出,流量是由設置氣體壓力和噴嘴直徑決定的,并是線性正相關性。
03、焦斑位置
為保證切割效果,以及保護噴嘴不受損傷,在切割加工前還需要做同軸測試,確保噴嘴與激光器輸出光束同軸。測試方法:將透明膠帶紙貼至噴嘴出口端面上,調整激光輸出功率進行打孔,觀察透明膠帶紙上是否有中心孔及中心孔的位置,同步調節鏡腔手柄上的調整螺釘,直至激光在透明膠帶紙上打出的孔與噴嘴中心重合。
焦點不同,所能切割的厚度、材質、品質也不一樣,切割不同的材質和厚度,都需要調節成不同的焦點。切割前,測量出實際零焦點,以零焦點為基準才能夠進行切割工藝參數的測試和分析,不銹鋼切割以負離焦為主要工藝選擇方向。
04、激光頻率調整,以及占空比對切割質量的影響
頻率變化對不銹鋼厚板切割的影響:頻率從500-200Hz范圍減小,切割斷面效果變細膩,分層慢慢改善。頻率設置到100Hz時,無法切割,反藍光。通過頻率的改變,找出最佳頻率范圍。為確保最佳切割斷面,必須保證脈沖次數與單脈沖能量完美匹配。
總體來說,精工出細活,噴嘴高度、機床運動參數、運動加速度、運行速度、材料材質等對切割結果的影響也很重要,未來激光切割所應用的領域將進一步擴大。
上一篇:管材激光切割機的切割優勢有哪些
下一篇:您心儀的激光切割機一般多少錢?